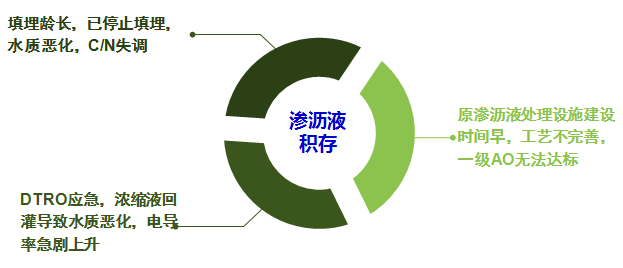
前些年,因为环保督察力度加大,在垃圾渗滤液处理行业诞生了一批以DTRO为核心技术的垃圾渗滤液应急处理装备,但这项技术对于运营方最大的痛点就是治标不治本,污染物经过高压浓缩仍在,而且由于前期预处理加酸,含盐量更高、更难处理,成为以后的另外一个新隐患。
下面就生活垃圾填埋场积存渗沥液生化应急和全量处理,探讨一种相对环保的应急方案。
一、填埋场积存渗沥液应急处理现状
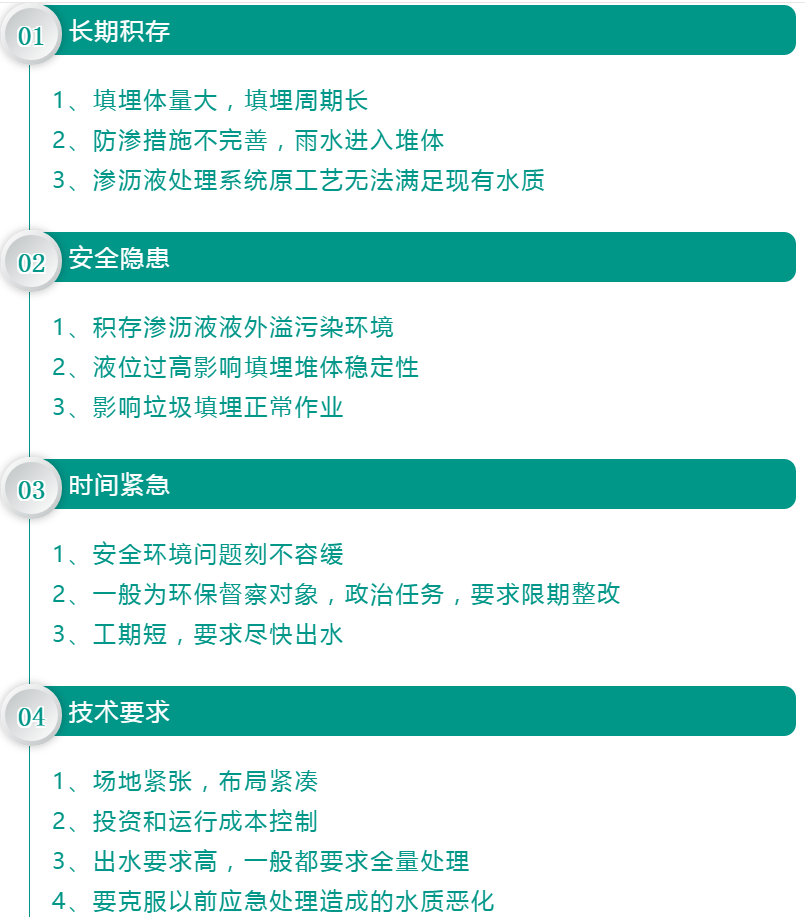
积存渗滤液的水质:

积存渗滤液的普遍特点:
1.可生化性差,C/N失调;2.氨氮浓度高,脱氮难度大;
3.长期回灌,盐分及污染物质积累;4.水质变化范围大。
二、渗沥液应急处理改造思路
以广东惠州项目为例:

惠州市市区垃圾填埋场渗沥液处理站原处理工艺流程为“混凝沉淀+厌氧+SBR+MBR(一级 A/O)+反渗透(RO)”处理规模为200t/d,已于2019年9月停止运行。2019年1月采取了用集装箱式一体化DTRO设备应急处理的方案,处理积存渗滤液,浓缩液回灌至填埋堆体。渗沥液应急处理设计规模为600t/d,要求渗沥液全量处理。
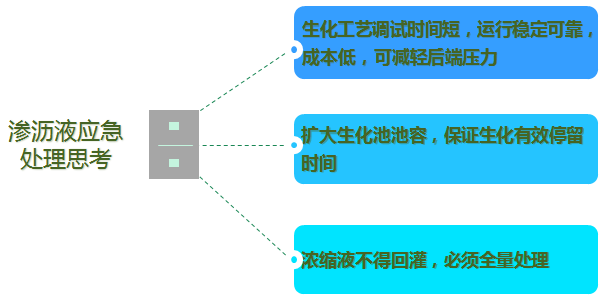
设计思路:
三、应急处理工艺选择
工艺选择:
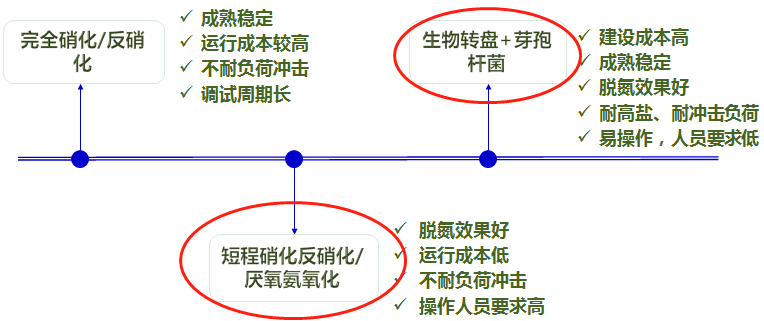
生物转盘+芽孢杆菌生物脱氮技术介绍:

生物转盘是一种生物膜法污水处理技术,20世纪60年代由原联邦德国开创,是在生物滤池的基础上发展起来的,亦称为浸没式生物滤池。
芽孢杆菌属于芽孢杆菌科、芽孢杆菌属,是一类能产生抗力内生孢子的革兰氏阳性菌,能形成芽孢,芽孢是自然界已经发现的最具耐受性的细胞。
工艺特点:
系统有机负荷髙、处理效率高;
系统碳氮比要求低,最低运行条件BOD/TN=2;
系统具有高度集成性、占地面积小、安装方便、易实现自动化控制;
系统无需附加除臭处理装置,且能很好的去除恶臭污染物质;
系统动力消耗和运行成本低;
系统运行适应温度范围较大;
耐酸碱和高盐;
污泥产生量小且可回收利用;
智能化在线监控。
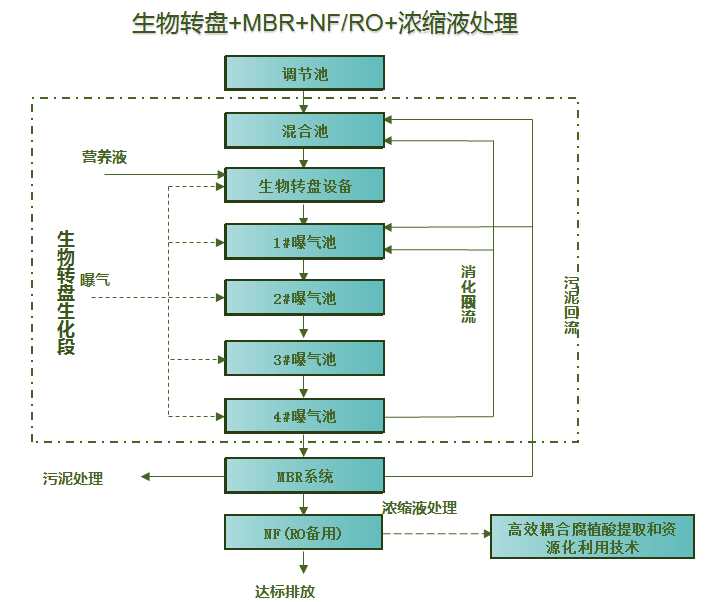
工艺联动:
搪瓷拼装罐生化反应器是采用特种高强度搪瓷专用钢基材,利用专业的搪烧技术,将高惰性的防腐釉层融合于基材表面,而制成的标准化钢板模块,装箱运抵施工现场后,经低耗快速组装,最终完成罐体成型。

腐殖酸提取和资源化利用技术

实现渗滤液全量处理和污染控制,无需浓缩液回灌,减少污染物积累。
工艺流程图:
四、改造后运营效果
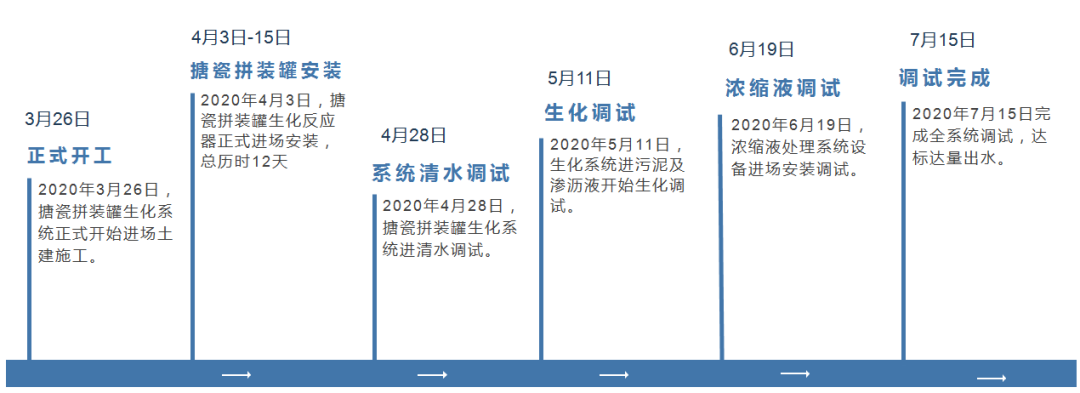
新建200吨生化全量处理系统时间轴

原渗沥液处理站拆改时间轴
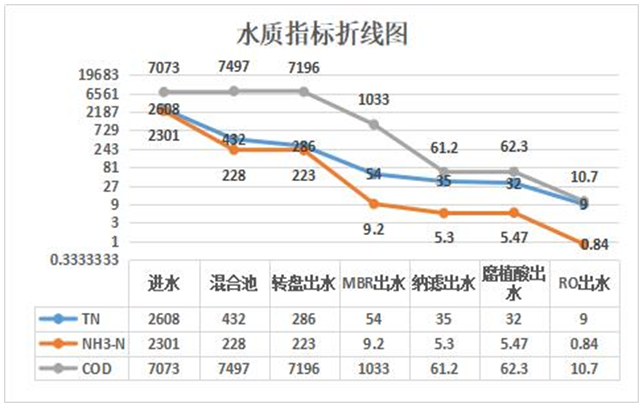
实际运营出水水质:

五、项目小结
工艺路线稳定可靠
生物转盘技术调试快,抗冲击,脱氮效果好,能耗低,碳源需求量少,耐高盐,采用转盘工艺,适合现场实际情况。
建设周期短
本项目主体采用搪瓷拼装罐作为生化反应器,建设周期大大缩短,膜深度处理系统,浓缩液处理系统均为模块化处理设备,实践证明,建设+调试周期可以控制在3-4个月以内,比较适合渗沥液生化应急处理。
可稳定达标,浓缩液全量处理
纳滤浓缩液采用“高效耦合腐殖酸资源利用和全量处理技术”,浓缩倍数高,出水水质好,提取的腐殖酸(约含总量1%,经检测合格)可作为水溶性肥料原料,实现资源回收利用。
建设及运营成本低
本工艺建设成本低于10万元/吨渗沥液,全量处理工艺直接运行成本低于100元/m³。
项目可复制性强
本项目为国内第一个采用该工艺技术组合的老龄化积存渗沥液应急全量处理项目,通过项目实践证明,该工艺技术先进、成熟可靠,推广性和复制性强,现阶段国内垃圾填埋场老龄化渗沥液积存问题严重,市场需求广阔,可迅速拓展业务和占领市场。


























