一、技术及产品背景
目前国内仅存量垃圾中转站就数以万计(不含新建),对于垃圾渗滤液的处理,目前中转站普遍采用的是直排市政管网或者定期用槽罐车运至市政污水厂处理的惯常做法,随着环保标准及人民对居住环境要求的不断提高,这种做法已愈发难以适应当前的环保形势要求。
其次,个别环保公司基本是把较为成熟垃圾填埋场渗滤液处理技术或者其它行业废水处理工艺经微调后直接移植过来,但却忽略了垃圾中转站自身特殊性及相应渗滤液水质特点,存在严重的水土不服问题。
为切实消除垃圾中转站渗滤液这块阻碍城市发展的“顽疾”,实现城镇绿色可持续发展,水艺集团在对现有中转站渗滤液处理技术进行了充分调研,当前行业内普遍存在着如渗滤液处理系统建设占地面积偏大、处理成本高、管理复杂,以及普遍采用的纳滤和反渗透工艺会带来后续浓缩液处理难,厌氧工序会产生甲烷类高危气体和硫化氢恶臭类气体等诸多技术问题。
基于以上调研结果,水艺环保集团开发出了一种有针对性处理生活垃圾中转站渗滤液且绿色环保安全的可替代技术方案及处理产品,以期能够切实解决中转站渗滤液全量化达标排放难、管理复杂等问题,助力国家实现双碳目标。
二、处理工艺流程
渗滤液先经粗细格栅除渣,进入隔油调节池,去除油污,调节水质水量。调节池内综合废水经泵提升,依次进入后续的水艺专利组合工艺、强化物化预处理单元,进一步去除悬浮物和油污,同时去除一定的有机污染物。
经物化强化预处理后的综合废水经泵提升至后续的、水艺研发的专利组合工艺改良A/B(MBBR+高效微生物)-MBR工艺。产品出水水质达到并优于《污水排入城镇下水道水质标准》(GB31962-2015)标准。
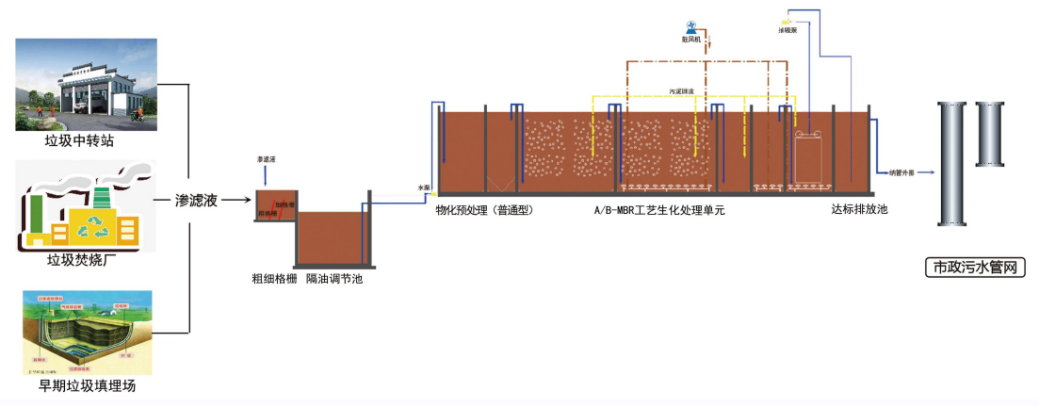
图1处理工艺流程
三、技术优势
(一)没有IC、UASB、厌氧池等厌氧工序,没有硫化氢等有毒有害臭味气体和甲烷等可燃危险气体产生;
(二)没有纳滤/反渗透/DTRO等膜工艺单元,无浓缩液产生;
(三)设备高度集成,施工周期短,占地面积小;
(四)采取智能远程物联网管理技术,配合PLC触摸屏就地控制,可在手机及电脑上远程实时监控,操作简单,管理方便,全程自动控制。
(五)抗冲击能力和适应能力强,噪声低,设备整体运行和出水水质达标稳定,投资省,经济效益明显。依照目前工程项目的实际经验,生活垃圾中转站渗滤液处理约30~40元/m³(药剂+电耗总费用,人工费用受各个地方因素影响太大,暂不计),与传统的生化+超滤+NF/RO工艺实施相比,单位处理费用可节省约50%;处理负荷能力可提高30%~55%。
(六)技术已经申请相关发明专利1件、实用新型专利11件和计算机软件著作权4项,制定企业标准1项。
四、应用案例
新型垃圾渗滤液全量化处理一体化高效反应器产品作为对中转站渗滤液传统处理系统的一种绿色安全环保有效替代产品,应用于垃圾中转站内包含渗滤液在内综合废水的就地收集、就地达标外排处理领域。
还可以作为对垃圾焚烧厂渗滤液传统RO/纳滤处理系统的一种绿色节能环保有效替代产品,应用于垃圾焚烧厂内包含渗滤液在内的综合废水的就地收集、就地直接或间接达标外排处理领域。
该技术和设备生产已较为成熟,并已初步实现设计和生产的标准化,在江浙地区已有6个成功的实际应用工程案例(最小处理量5m³/d,最大处理量40m³/d),并申请并通过了“2022年度浙江省首台(套)装备认定”,设备入选了《浙江省首台(套)产品推广应用指导目录》并享受首台(套)保险补偿等推广应用政策。另外通过了“国家环保设备质量检验检测中心(浙江)”检验检测(报告编号:(2022)HBB00018)和宁波杭州湾新区经济和信息化局组织主持的“新产品新技术鉴定验收(甬经信鉴字[2022]107号)”。
(一)宗汉垃圾中转西站渗滤液处理项目
项目地点:浙江慈溪
项目类型:中转站垃圾渗滤液
处理水量:5m³/d
处理工艺:物化+AB-MBR
设备类型:一体化成套设备
出水水质:《污水排入下水管道水质标准》
(GB/T31962-2015)
服务内容:设备提供、运维

图2宗汉垃圾中转西站渗滤液处理项目现场
(二)高邮垃圾中转站渗滤液处理工程
项目地点:江苏高邮
项目类别:垃圾中转站渗滤液
处理水量规模:5—8m³/d(4个站点)
设备类型:一体化成套设备
处理工艺:物化+AB-MBR
出水水质:《污水排入下水管道水质标准》
(GB/T31962-2015)
服务内容:设备提供、运维

图3高邮垃圾中转站渗滤液处理工程现场
(三)龙港垃圾渗滤液处理项目
项目地点:浙江温州
项目类型:中转站垃圾渗滤液
处理水量:40m³/d
处理工艺:物化+AB-MBR
设备类型:一体化成套设备
出水水质:《污水排入下水管道水质标准》
(GB/T31962-2015)
服务模式:设备提供、运维


























